
直擊顆粒機主軸晃動原因及維修保養規程
[壓輥環模 新聞資訊]顆粒機作為生物質顆粒燃料及飼料企業的關鍵制粒設備,直接影響企業的正常生產運行以及經濟效益,而主軸則是顆粒機的關鍵部件,直接影響顆粒機的正常運行。

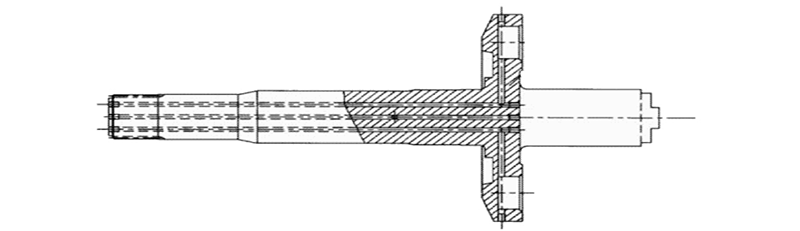
顆粒機主軸結構
顆粒機主軸不同于其他軸類,通常情況下固定不動,主軸的徑向自由度由位于前端的主軸軸承限制,周向由位于尾部的花鍵座固定,軸向則由尾端蓋固定。
在顆粒機運轉過程中,主軸的工作環境溫度很高,擠壓結構受力很大,長時間工作后,花鍵與鍵槽的間隙會越來越大,造成擠壓結構的擺動會越來越大,對花鍵和鍵槽的磨損也很嚴重。因此要求主軸所能承受的扭矩大,且耐磨性能要好,使用壽命長。
顆粒機主軸晃動
顆粒機若在生產過程中出現主軸晃動等異常現象,將直接影響其生產效率。到底是什么原因造成顆粒機主軸晃動呢?寶殼壓輥環模帶大家從以下幾個方面分析:
1、主軸尾部沒有收緊或收不緊
2、其花鍵和花鍵座間的配合間隙過大,尾部鍵槽與傳動軸、傳動軸與安全銷座鍵槽配合間隙大
3、主軸軸承花欄變形或軸承磨損
4、安全銷與安全銷套、安全銷與安全銷座孔間隙大
5、環模內孔失圓,跳動大于0.3
6、顆粒機的壓輥間隙調整不均勻
主軸晃動解決方法
1、檢查顆粒機主軸是否有收緊,檢查蝶形繃簧是否已變形。若蝶形繃簧變平,及時替換新的蝶形繃簧(蝶形彈簧數量及裝配位置應與未拆裝前一致)。
2、把主壓蓋上的鎖緊螺絲收緊,開機查看主軸是不是晃動。
3、若仍出現晃動,則拆下顆粒機主壓蓋,用銅棒墊住主軸,用大錘把主軸往環模方向打出來,然后拆下主軸密封蓋,檢查主軸軸承是否完好無缺。
4、若發現間隙過大,應拆下軸承替換新軸承,主軸裝好后開空機查看晃動狀況。
5、在裝主軸過程中,應注意主軸軸承內圈位置應放正,才能把主軸裝配到位。正常情況下,裝配到位后,主軸兩邊端面與傳動輪端面相差10mm左右。
6、若檢查出花鍵配合間隙大、鍵槽配合間隙大、安全銷配合間隙大、環模內壁失圓等情況,則必須對以上部件進行更換。
7、主軸正常后,應正確調整壓輥與環模間隙,避免造成主軸晃動,出料不暢,電流不穩等情況。
顆粒機維護保養指南
1、日常維護
◆班前檢查切刀與環模間的距離,保證不小于3mm。
◆班前檢查壓制室內各螺栓、螺釘和刮刀有無松動現象,尤其要查環模和傳動輪聯接的鏍釘。
◆嚴格按潤滑圖規定,向各需潤滑處加油,并檢查加油孔。
◆班前檢查并及時清理磁性雜質和積料。
◆檢查有無漏油現象,及時調整或更換油封。
◆車前檢查壓輥間隙并及時調整,保證兩輥間隙一致。
◆保持機器外部清潔,特別是應防止電機外殼上積灰。
2、定期檢查和保養
◆每周檢查各行程安全開關是否可靠。
◆每周一次檢查各部位聯接件有無松動。
◆每周一次清理喂料絞調質器,若短期內不用也必須清理。
◆定期檢查主軸是否松動,注意調節箱體后部主軸尾端的花鍵螺母,保持主軸松緊適宜。
◆絞龍軸、調質器內攪軸上的傳動軸承每半年拆下清洗保養一次。
◆主傳動箱內和兩只減速器內機油,在開始工作500小時后應更換新油,以后連續工作1000小時換油一次。
◆顆粒機每半個月檢查一次環模與傳動輪聯接鍵的磨損情況,以便及時更換。
寶殼壓輥采用優質鋼材C50,從源頭保證顆粒機壓輥的硬度和耐磨性,配合精湛的高溫淬火熱處理工藝,大幅延長了使用壽命。