
教科書式的環模使用及保養常識,一定要收藏!
由于環模是顆粒機高價格的易損件,是制粒工序中最為重要的環節,將環模使用好、用到極致對于生物質顆粒廠家及飼料顆粒廠家來說,是提高產量和質量、降低成本的重要環節。因此在使用環模時,應確保顆粒機的工作狀態良好,如果設備存在故障或某些部件磨損嚴重時,應及時維修或更換零部件,并確保環模正常使用,使顆粒機迅速恢復到良好的工作狀態。

環模裝機調試注意事項
環模裝機時要規范操作,調整好環模與主軸的同心度、環模的平衡度,壓輥與環模之間的間隙、喂料刮刀的角度、以及各緊固螺栓的鈕力、切料刀的角度等至關重要。
對于采用抱箍抱緊裝配的機型來說,是靠耐磨環定位,由抱箍抱緊而固定,所以抱箍等零配件的磨損是至關重要的,安裝環模時應該檢查顆粒機的以下零部件:
1、抱箍。抱箍安裝時一定要有足夠收緊力,否則將使顆粒機產生振動,產能下降、嚴重影響環模和顆粒機的使用壽命。環模導向口打平或使環模開裂、碎裂,增加顆粒機主軸和空軸的軸承以及齒軸等零部件負載,加快傳動輪等零部件磨損。
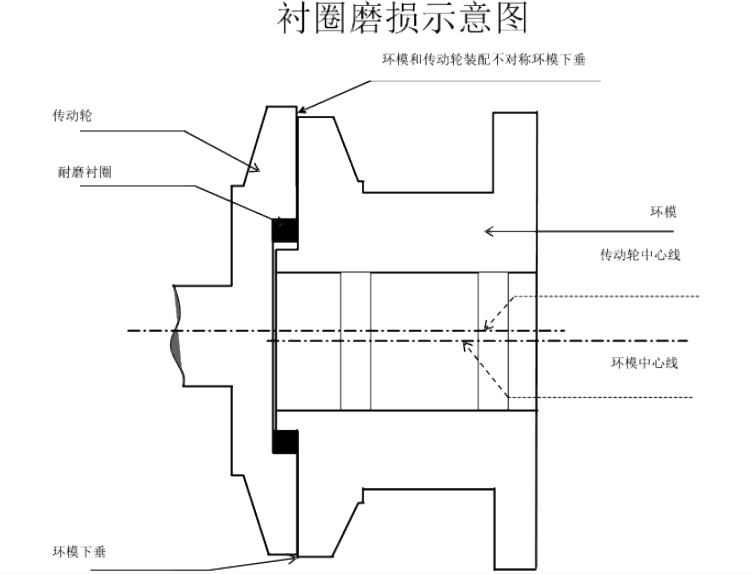
2、耐磨環。耐磨環磨損使環模與傳動輪即空心軸不同心,就是我們常說環模同心度不好,也將使顆粒機產生振動產能下降、嚴重影響環模和顆粒機的使用壽命。
3、傳動鍵。傳動鍵磨損后使環模運轉時會有回轉現象,增加耐磨環、抱箍的磨損,使環模鍵槽打破甚至開裂。
4、壓輥。壓輥安裝不到,會使壓輥有竄邊現象,模輥工作區發生軸向相對偏移。
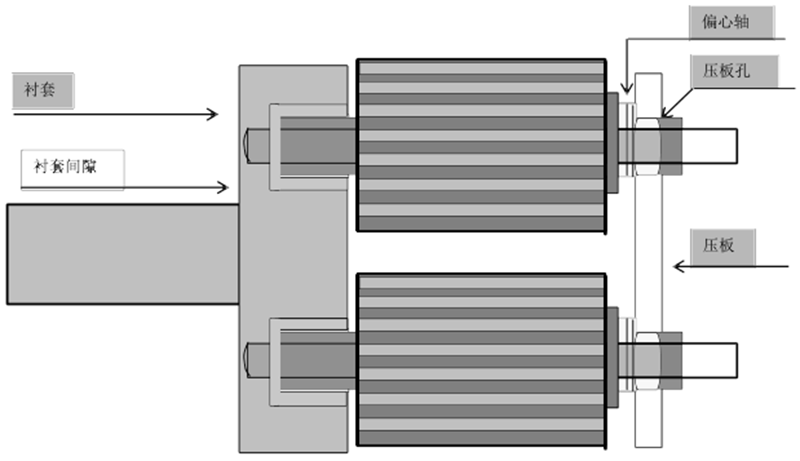
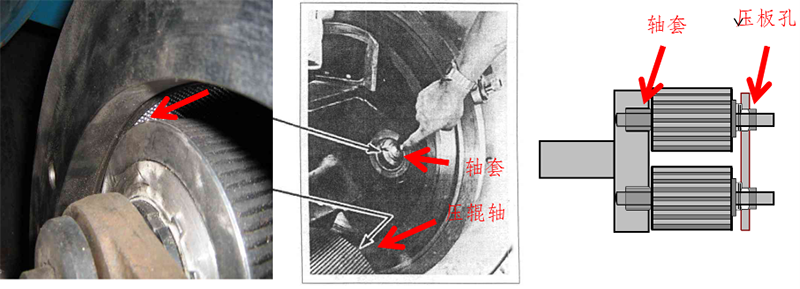
5、壓輥軸及兩頭襯套。在安裝壓輥前,應檢查壓輥軸兩頭以及襯套的磨損情況;檢查壓輥主軸是否松動;主軸與偏心軸之間的間隙不超過0.3mm,以保證環模壓輥 間隙能均衡穩定。
6、調隙輪和鎖緊螺絲。壓輥與環模之間的間隙,是靠調隙輪來調整和固定的,如調隙輪齒槽磨損,鎖緊螺絲有滑牙等情況時應及時更換,防止因模輥間隙在生產中自行放大,而造成的產量下降、電流增高、甚至堵機的發生。
7、喂料刮刀。喂料刮刀的磨損或安裝的不規范,會使環模和壓輥的壓制區喂料不均勻。最后造成環模工作面磨損不均勻(高低不平),模孔放大不一致,導致制粒產量下降,顆粒料的粗細差別很大,甚至降低環模壽命。因此要經常檢查喂料刮刀的磨損情況和調整角度,發現磨損嚴重應及時更換。
8、顆粒機主軸間隙等情況。主軸間隙過大:間隙過大會使環模運轉時有跳動和壓輥擺動現象,造成模輥間隙難以恒定,擠壓區的壓力不穩定,影響制粒效率,增加堵機的機會。主軸間隙過緊:間隙過緊會使主軸軸承燒壞,因此當收緊過主軸軸承后,機器運轉時要仔細觀察,主軸是否有發熱等情況發生。
環模與壓輥的間隙調整方法
正常情況下,環模壓輥的間隙在0.1-0.3之間,由調隙輪和鎖緊螺絲的作用下,使間隙保持不變。若間隙過小會加劇環模和壓輥的磨損,增強壓輥對環模擠壓產生的內應力,從而減少壓輥和環模的使用壽命,甚至造成環模喇叭口嚴重磨損。
為了獲得最佳的制粒效益,正確調整好環模與壓輥之間的間隙是非常重要的。在調整模輥間隙時,必須保證環模工作面和壓輥工作面上,干凈無積料的狀態下進行,轉動環模一周,有四分之一或三分之一工作面,能帶動輥殼運轉便可,同時要保證調隙輪和鎖緊螺絲處在良好的工作狀態。
另外,寶殼壓輥環模提醒大家,新環模可能因模孔內的光滑度未達到鏡面要求,因此對物料產生的阻力和摩擦力較大,為滿足這一部分的工作要求,間隙應稍調緊些,以增加更大的壓力,保證新模出料順暢。可調整到環模轉動一周,有四分之三工作面能帶動壓輥運轉即可。當環模生產8-10小時后,再把間隙調整到正常狀態(四分之一工作面帶動壓輥殼運轉)。當模輥間隙調整好后, 禁止隨意讓制粒機在沒有物料喂入的情況下,做不必要的空轉。
張家口市宏興機械22年專注環模定制,采用新型耐磨材料涂敷模具所有喇叭口,涂層能讓模具壽命延長2倍,耐磨效果達200%!